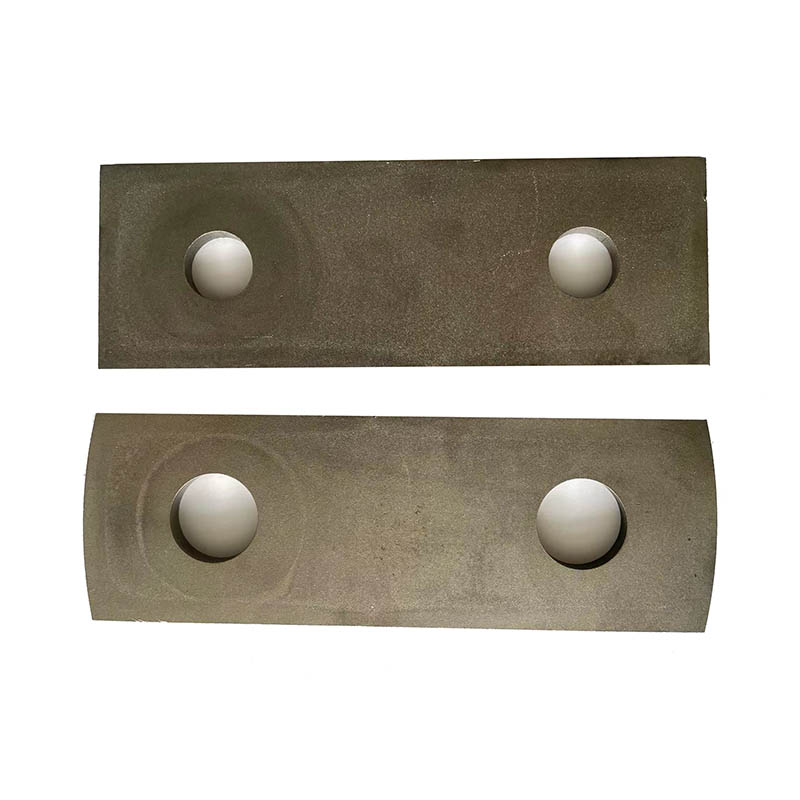
Kalanrehun pellettimyllyn rengaskuula


Rengasmuotin kovuuden tasaisuuden hallitsemiseksi lämpökäsittelyn jälkeen jokaisen rengasmuotin lämpökäsittelyn jälkeen mitataan kovuuden keskiarvo vähintään kolmesta yhtä suuresta osasta kehän suunnassa. Kunkin osan kovuusero ei saa olla suurempi kuin HRC4.
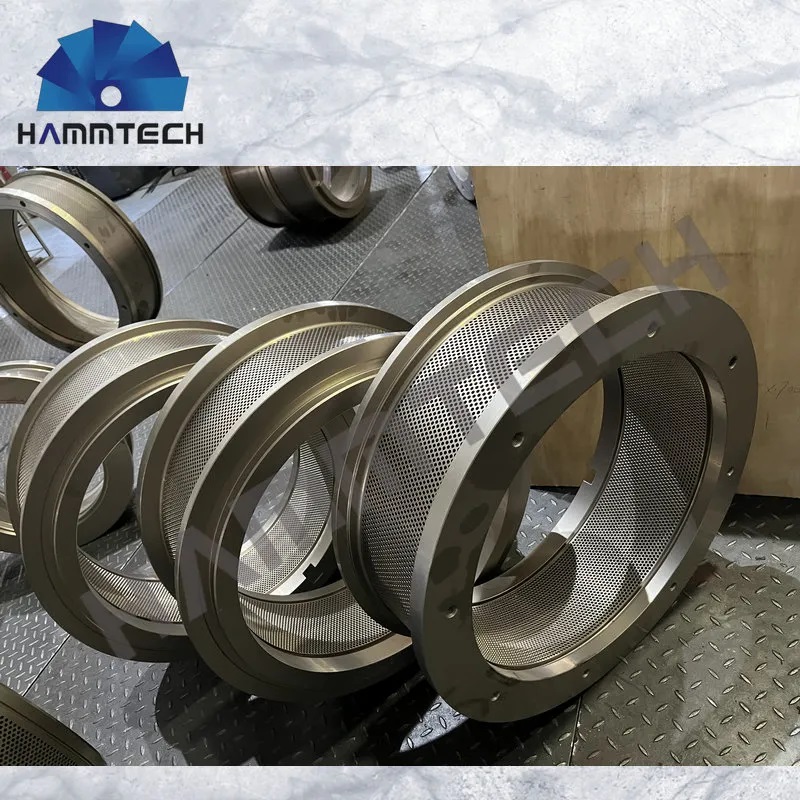
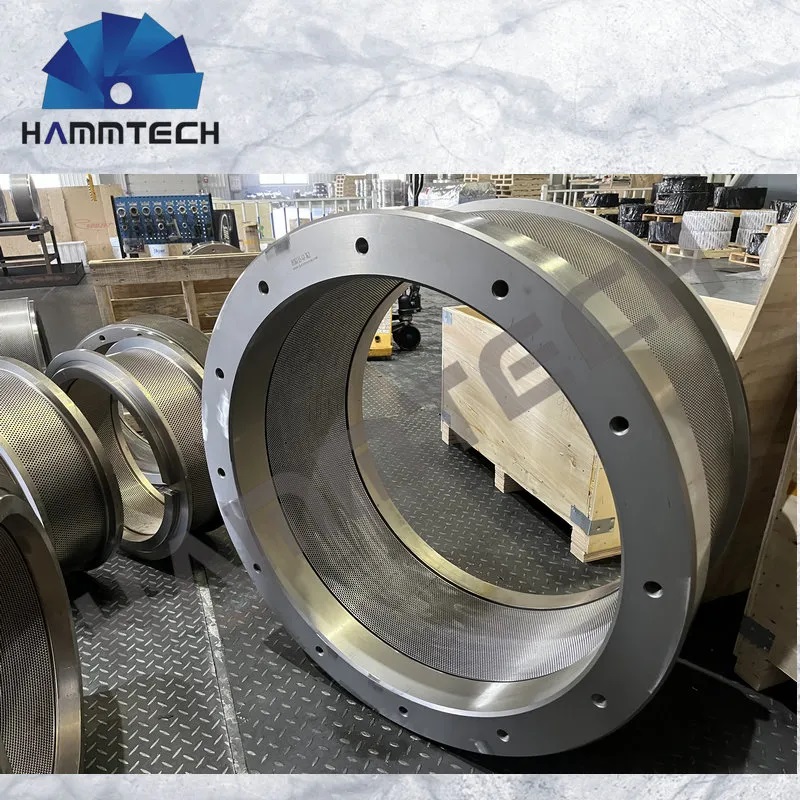
Lisäksi rengasmuotin aihion kovuutta on valvottava, ja sen tulisi olla HB170:n ja 220:n välillä. Jos kovuus on liian korkea, poranterä rikkoutuu helposti ja aiheuttaa kuolleita reikiä. Jos kovuus on liian alhainen, se vaikuttaa muottireikien viimeistelyyn. Aihion sisällä olevan materiaalin tasaisuuden hallitsemiseksi jokainen aihio on mahdollisuuksien mukaan tarkastettava sisäisesti, jotta vältetään aihion sisäiset halkeamat, huokoset, hiekka ja muut viat.
Karheus on myös tärkeä mittari rengasmuotin laadun mittaamisessa. Samalla puristussuhteella, mitä suurempi karheusarvo, sitä suurempi on puristusvastus ja sitä vaikeampaa on syötteen poistaminen. Sopivan karheusarvon tulisi olla 0,8–1,6.
1. Rengasmuotti on kääritty vedenpitävään muovikalvoon.
2. Puinen pakkaus tai räätälöity asiakkaan pyynnöstä.
3. Vakiovientipaketti, joka soveltuu pitkän matkan kuljetuksiin.



HAMMTECH on tarjonnut ammattimaisia rehukoneiden lisävarusteratkaisuja asiakkaille maailmanlaajuisesti vuodesta 2006 lähtien.
HAMMTECH on kokonaisvaltainen tarviketoimittaja.
HAMMTECH palvelee asiakkaita yli 30 maassa.
Tuotamme erityyppisiä tuotteita useille eri teollisuudenaloille, kuten rehupellettitehtaille, biomassapellettitehtaille ja biolääketieteen alan yrityksille.