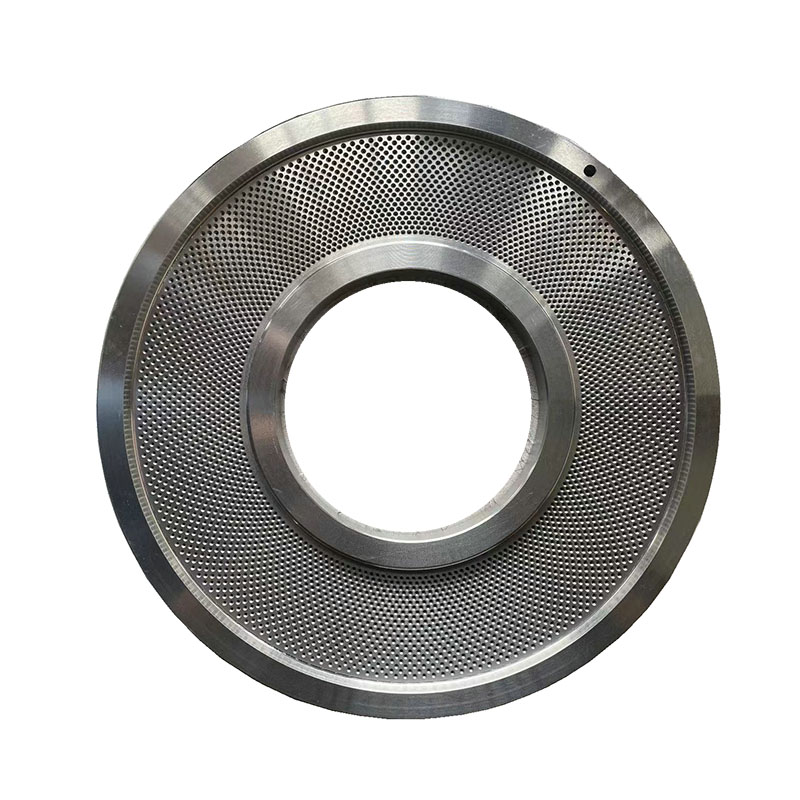
Pellettimyllyn litteä kuolee


Ennen porausta pyörötanko katkaistaan ja sorvataan tiettyyn halkaisijaan ja paksuuteen, minkä jälkeen mittatoleranssi ja pinnanlaatu tarkistetaan. Onnistuneiden mittausten ja testausten jälkeen saamme yksilöllisen tuotenumeron ja meillä on yksityiskohtaiset tekniset dokumentit tuotantoprosessin jokaisen vaiheen seuraamiseksi.
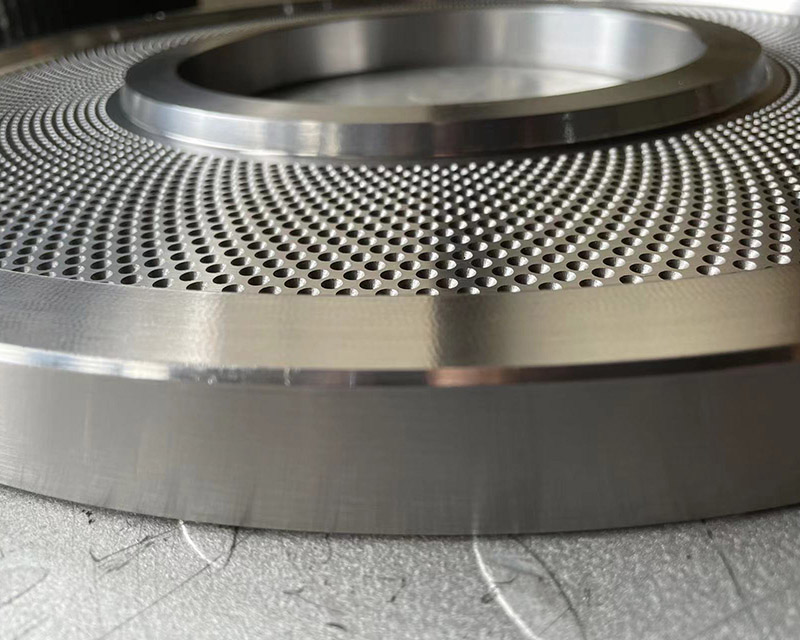
Ennen poraamista on valittava reiän geometrinen muoto ja oikea pituus. Korkean tarkkuuden ja reiän maksimaalisen tasaisuuden varmistamiseksi tarvitaan korkealaatuisia poranteriä.
Vastareiän syvyys ja kulma riippuvat rakeistusmateriaalista, ja nämä parametrit ovat keskeisiä tekijöitä lopputuotteen laadun kannalta.
Lämpökäsittelyn kovuus on HRC55-66, jolla on hyvä kestävyys, mikä parantaa sen kulutuskestävyyttä ja tuottavuutta. Lämpökäsittelyprosessi on suoritettava materiaalille sopivilla parametreilla, jotta varmistetaan maksimaalinen kovuus ja asianmukainen kestävyys halkeiluriskin poistamiseksi.
Korkealaatuisten tuotteiden tulisi olla täysin sileitä ja upotettuja reikiä. Hammer käyttää Italiasta maahantuotuja porausmenetelmiä ja edistynyttä tyhjiölämpökäsittelyä vaakasuorien reikien hapettumisen välttämiseksi, varmistaa tehokkaasti muottireikien sileyden ja rakeistetut tuotteet ovat ensiluokkaisia.
Rakeistimen korkean laadun ylläpitämiseksi valmistusprosessia on valvottava jatkuvasti, ja jokaista tuotantoprosessia on seurattava tarkasti viallisten tuotteiden määrän vähentämiseksi.
Toimitamme ODM-laatuisia pellettikoneen rullia ja muotteja sekä rullasarjoja ja 6 mm:n muotteja. Olemme nyt saavuttaneet hyvän maineen sekä ulkomaisten että kotimaisten asiakkaiden keskuudessa. Noudattamalla periaatteitamme "luottokeskeisyys, asiakaslähtöisyys, korkea tehokkuus ja kypsät palvelut", toivotamme lämpimästi tervetulleeksi ystävät kaikilta elämänaloilta yhteistyöhön kanssamme.